下载啦:请放心下载,安全无病毒!
软件提交最近更新 热门排行
0%
0%
cimco edit v6 绿色中文版 附使用教程 cimco edit v6破解版
- 授权方式:免费软件
- 软件类型:国产软件 / 编程软件
- 软件大小:36.6 MB
- 推荐星级:

- 软件版本:绿色中文版 附使用教程
- 运行环境:WinXP, Win7, Win8, Win10
- 更新时间:2019-09-05
本地下载文件大小:36.6 MB
- 点击评论
本地下载文件大小:36.6 MB
cimco edit v6是cimco edit系列软件最经典的版本,是一款功能强大实用的数控编程编辑和仿真工具,可帮助用户进行存储和检索NC程序、NC程序优化、后处理、以及快速NC程序仿真,它拥有强大而实用的数控编辑功能、文件的智能比较、刀位轨迹的三维模拟、DNC传输等强大功能,可帮助用户更快捷的完成NC程序的编辑与设计,同时它完全参照Windows的用户界面,具有一目了然的地址颜色、强大的在线帮助用户等特点。件提供了人性化的选基和实用的操作功能,专门的附件可用于查看Mazatrol文件,使用2D CAD、CAM和3D机器模拟。有需要的用户,欢迎随时来本站免费下载体验!
1、基本的编辑工具
cimco edit提供了一整套必要的编辑工具,以满足现代数控程序编辑的需求。
它没有程序大小限制,并包括CNC代码特定的选项,如行号/重新编号,字符处理和XYZ测距仪。它还具有数学功能,包括基本的数学运算,旋转,镜像,刀具补偿和平移。CIMCO Edit提供编辑器所需的所有功能,包括拖放文本编辑功能。最好的CIMCO Edit是完全可配置的,可以很容易地适应任何现有的CNC程序编辑环境。
2、使用NC-Assistant 更快地编辑
NC-Assistant使编辑NC代码比以往更快更简单。指向任何M或G代码,NC助手将识别代码,允许您使用链接到CNC代码的交互式界面修改数值。为任何寄存器输入所需的值,NC-Assistant将自动更新CNC代码。
CIMCO Edit中的NC-Assistant允许您快速插入和编辑复杂的周期和操作。CIMCO Edit包含最常见操作的内置循环和宏,如程序启动,程序停止和换刀。您也可以为自己的特定设置和应用程序最常见的操作记录或创建自定义循环和宏。
3、图形回描器
3D铣床/ 2D车床回位仪可以处理您的3轴铣床和2轴车床数控程序,可以进行步进和连续的正向和反向绘图。编辑CNC程序并将更新自动反映在绘图中。使用动态缩放,平移,旋转和测量功能分析绘图。CIMCO Edit支持用刀架碰撞检查和挖沟检测实现NC代码的可视化。
4、智能文件比较
CIMCO Edit具有快速和完全可配置的并排文件比较功能,允许用户快速识别CNC程序变化(在视频中显示为2:40)。文件比较标识已更改和删除/插入的行,但忽略块重新编号和间距等简单的格式更改。差异一次显示一行,一次全部或并行打印,以便离线查看。
1、行号的重排、空格插入、字符大小写的转换等数控编程专用工具,可以极大地提高您的编程效率
2、醒目的字符颜色,使您的程序更加明快,增加了程序的可读性
3、数据处理功能可以方便地实现对各轴数据的运算,迅速完成程序平移、旋转、镜像以及主轴转速、切削进给的动态调整等数控程序专用功能
4、加工范围的显示,自动计算出程序最大值与最小值的范围,可以有效避免机床超程、转速进给超限等
5、程序加工时间的自动统计, 便于制定科学、准确的生产计划
6、智能文件比较功能,很轻松地标示出两个文件的数据差异、错行、漏行,并可以马上修改
7、强大的固定循环/宏定义功能,用户可以更快速地增加/编辑复杂循环
8、可自动对程序进行海德汉格式与ISO格式之间的相互转换
9、强大的三维刀位轨迹动态模拟功能,可对数控车、数控铣程序进行方便、高效的轨迹仿真,令错误暴露无遗,有效避免程序错误
10、刀位轨迹的正反运行,自由的缩放、旋转和移动
11、程序与刀位轨迹的的动态交互分析,可方便定位任意程序行对应的刀位以及任意刀位对应的程序行
12、快速高效的实体仿真功能,可以形象、直观、高效地发现干涉、过切等程序的错误隐患
13、内嵌的迷你数控铣床、车床自动编程系统,可直接绘制图形或读取AUTOCAD的图形文件进行编程,特别适合简单产品的编程,任何编程员只需半天学习就可掌握
14、友好的Windows界面,支持Win95、98、NT、2000、XP等操作系统
15、强大的在线帮助功能,中文界面、全套中文使用手册
1、本站提供的是cimco edit v6绿色中文破解版,程序免安装与破解,只需进入并解压安装包,双击“CIMCOEdit.exe”即可打开程序
2、在之前,可双击“CimcoDNC.exe”打开DNC设置窗口,在这里可对机床进行选择
3、完成机床的选择,在配置栏中,可对机床的协议、端口信息及语言进行选择,协议默认选择“标准串口通讯协议”,端口信息默认“COM1、9600和7E2”,语言默认选择“简体中文”,完成这些基本的设置,点击“添加机床”即可在程序中添加全新的机床程序
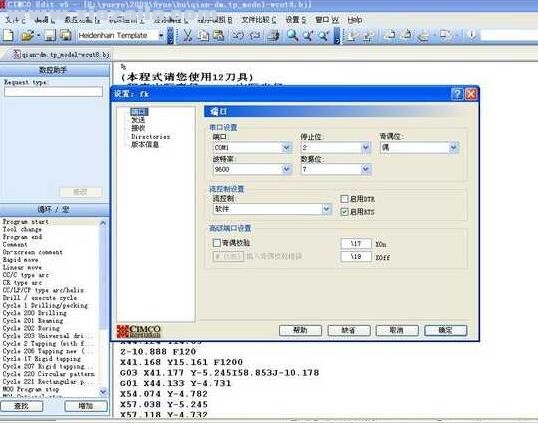
4、当然若用户想要进行更深层次的进行属性修改,则可点击“设置”
5、在这里用户可对端口、发送和接受等信息进行设置
6、其中在端口信息中,可对串口、流控制和高级端口进行设置,具体设置可参考:
端 口:COM1
停止位:2
奇偶位:偶
波特率:19200
数据位:7

7、在发送界面中,可进行CR、开发触发器、结束触发器等发送属性进行设置,同时可自动勾选“等待Xon”、“等待启动按钮”及“删除空格”等内容,具体设置可参考:
CR/LF:10
删除含指定字符的行:不设置
开始触发器:不设置
删除字符:不设置
结束触发器:不设置
中断再接字符数:07
程序前导字符:不设置
握手超时(秒):0%
程序后缀字符:不设置
每行延时(毫秒):58
等待Xon:选择
等待'启动'按钮:不选择
删除ASCII 0:选择
删除空格:不选择
用空格替换制表符 R:不选择
Send files with non-standard C:不选择
8、在接受界面,同发送界面一样可自由设置接受属性,具体设置可参考:
CR/LF:自动
开始触发器:不设置
删除含指定字符的行:不设置
删除字符:所有小于ASCII 32的字符
接收超时(秒):5
Omit empty lines:不选择
高级接收设置
发送XOn:不选择
在开始接收时发送:不设置
Directories设置
缺省发送
缺省发送路径:不设置
缺省后缀:不设置
其他后缀:不设置
缺省接收
缺省接收路径:不设置
缺省后缀:不设置
其他后缀:不设置
回复 支持
一、正确选择工件坐标系原点
在数控编程时,首先要选数控程序的原点,一般情况是选择工件上的某一点为坐标系的原点,以此来建立一个关于工件的坐标系。合理确定工件的坐标系,对数控编程以及在加工过程中的工件的找正都很非常重要。选取程序原点的的原则就是要尽量满足使引起的加工误差小、程序编制简单和尺寸换算很少等条件。为了方便计算、提高零件加工精度和方便编程,我们通常尽量使设计和装配基准与编程基准相重合,所以一般情况将程序原点设在工件前端面、后端面、卡爪前端面与工件的轴线与的相交点上
二、合理选择进给路线
刀具的进给路线是整个加工过程刀具的运动轨迹,即指刀具从对刀至到结束加工程序后退刀退回远点的所有路径,是我们程序编写的最重要的依据。选择进给路线合理对于数控加工非常重要的。我们在选择刀具路线时应考虑以下几个方面:
1.尽量缩短进给路线,提高生产效率,减少走空刀行程
★巧用起刀点,根据工件的实际加工情况,如在循环加工中,将起刀点与对刀点分离,在满足换刀需要和确保安全的前提条件下,为缩短进给路线,减少空走刀行程,使起刀点尽量靠近工件,这样在加工过程中就节省了执行的时间,大大提高了生产效率
★为提高生产效率,我们尽量缩短进给路线,在编制复杂轮廓零件的加工程序时,尽量安排回零路线,即尽量缩短前一刀的终点与后一刀的起点的距离,这个距离最好为零
★我们在进行半精加工或粗加工时,为提高生产效率,如果留有较大毛坯余量,我们应采用循环加工方式,在满足被加工零件的加工工艺性的要求下,尽量减少空行程时间,缩短切削进给路线,这样还能降低刀具的磨损
2.保证加工零件的表面粗糙度和精度的要求
★为使工件轮廓表面加工后的粗糙度要求,合理选取起刀点、切入点和切入方式,保证切入过程平稳,没有冲击。精加工时,最终轮廓应安排在最后一次走刀连续加工出来。我们在考虑的刀具的具体切入和切出路线时一定要认真,为避免切削力突然变化造成弹性变形而留下刀痕,尽量不在轮廓处停刀。一般应沿着零件表面的切向切入和切出,尽量避免沿工件轮廓垂直方向进、退刀而划伤工件
★选择工件在加工后变形较小的路线。对细长零件或薄板零件,应采用分几次走刀加工到最后尺寸,或采取对称去余量法安排进给路线。在确定轴向移动尺寸时,应考虑刀具的引入长度和超越长度
★对特殊零件采用“先精后粗”的加工工序。在某些特殊情况下,加工工序不按“先近后远”、“先粗后精”原则考虑,而作“先精后粗”的特殊处理,反而能更好地保证工件的尺寸公差要求
3.保证加工过程的安全性
应尽量避免刀具与非加工面的干涉,并避免刀具与工件相撞。如工件中遇槽需要加工,在编程时要注意进退刀点应与槽方向垂直,进刀速度尽可能不能用“G0”速度。“G0”指令在退刀时尽量避免“X、Z”同时移动使用
4.简化数值计算,减少程序段数目和编制程序工作量
在生产实际操作中,经常会碰到重复出现某一固定的加工操作,我们把这部分操作编写成子程序,事先存入到存储器中,根据需要随时调用,使程序编写变得快捷和简单。对那些只是位置数据不同,但尺寸相同、图形一样、工艺路径一样的系列零件的编程,,为了精简程序量和减少甚至免除编程时进行烦琐的数值计算,采用宏指令编程
三、合理选用各种循环切削指令
在西门子数控系统中,数控车床有十多种切削循环加工指令,我们在选择的时候要仔细分析,合理选用。他们中每一种指令都有各自的加工特点,工件加工后的加工精度也有所不同,各自的编程方法也不同,,争取加工出精度高的零件。如轮廓切削复合循环指令,不能加工递增中的递减表面(递减中的递增表面)时,应灵活选用G158指令或使用宏指令编程对其进行处理.使其工艺性合理,提高编程效率, 此加工方法更为简捷方便。所以,我们要掌握各自的加工特点及适用范围,并根据工件的加工特点与工件要求的精度正确灵活地选用这些切削循环指令。来提高编程效率和加工精度
四、G71、G72与G73的合理选用
1.G72为端面粗车循环指令,它也是一种复合循环指令。与G71不同的是该指令适用于Z向余量小、X向余量大的回转体零件的粗加工,所加工零件轮廓路线同样必须同时符合与X轴和Z轴方向单调递增或递减
2.G71为外圆粗车循环指令,它只适用于哪些较长的轴向尺寸毛坯棒料的加工,需要走刀多次才能完成的粗加工。但应用该指令时的有一定的的局限性,即为零件轮廓路线的走向的必须同时与X轴和Z轴方向单调递增或递减
3.G73为复合固定循环指令,它是一种封闭循环指令,该指令适于毛坯与零件的轮廓形状基本接近的的粗车,如:锻件或则铸件毛坯类。在使用G71、G72指令会很浪费时间,还会产生许多无效切削,对零件的单调性没有任何要求
1、CimcoEdit6采用了新的多窗格、选项卡式的布局动态工具条和菜单
2、V6版还增加了新的数控助理编程工具
3、全功能数控编辑,CimcoEdit6提供了一组全面的基本编辑工具必要的会议需求的现代数控程序编辑
4、它没有程序大小限制和包括数控代码的特定选项,例如线路编号/重新编号, 字符处理和XYZ测距仪
5、它还包括数学功能包括基础数学、旋转、镜像、刀具补偿、和翻译
6、CimcoEdit6提供了所有的功能预期从一个编辑器包括拖放文本编辑
7、最好的CimcoEdit6是完全可配置的,并且容易改编任何现有的数控程序编辑环境
8、更快的编辑与数控助理,数控助理让编辑数控代码更快和更容易比以往任何时候
9、数控助理将识别代码允许您通过一个交互式修改值接口与数控代码
10、输入所需的任何寄存器值和数控助理自动更新数控代码
Copyright © 2018-2019 www.xiazaila.com. All Rights Reserved .
本站内容来源网络,均为用户提交发布或各大厂商提交,如有内容侵犯您的版权或其他利益的,请来信告知我们。










 thinBasic(Basic语言编译器)
thinBasic(Basic语言编译器) HI-TECH PICC(PICC语言编译器)
HI-TECH PICC(PICC语言编译器) Dev-C++
Dev-C++ Jrebel(intellij idea热部署插件)
Jrebel(intellij idea热部署插件) XMLSpear(XML编辑软件)
XMLSpear(XML编辑软件) 微信开发调试小工具
微信开发调试小工具


软件评论 您的评论需要经过审核才能显示
网友评论